Baixe Tecnologia Mecânico - Forjamento e Processos e outras Notas de estudo em PDF para Engenharia Mecânica, somente na Docsity!
I Introdução O forjamento é o processo de conformação mecânica pelo martelamento ou pela prensagem. Em princípio, há dois tipos gerais de equipamentos para forjamento: os· martelos de forja ou martelos de queda e as prensas.
Nos primeiros, golpes rápidos e sucessivos são aplicados no metal, en· quanto, nos segundos, o metal fica sujeito à ação de força de compressão a baixa velocidade. Assim, no forjamento por martelamento, a pressão atinge a máxima intensidade quando o martelo toca o metal, dec "escendo rapida·
mente a seguir de intensidade, à medida que a energia do golpe é absorvida
na deformação do metal. Na prensagem, atinge-se o máximo valor da pressão pouco antes que ela seja retirada. Em resumo: enquanto o martelamento produz deformação principal· mente nas camadas superficiais, a prensagem atinge as camadas mais pro-
fundas e a deformação resultante é mais regular do que a que é produzida
pela ação dinâmica do martelamento. As operações de forjamento são realizadas a quente, ou seja, a tempe- raturas acima das de recristalização do metal, embora alguns metais possam ser forjados a frio. A máxima temperatura de forjamento corresponde àquela em que pode ocorrer fusão incipiente ou aceleração da oxidação e a mínima corresponde
àquela abaixo da qual poderá começar a ocorrer encruamento.
Para o caso dos aços-carbono, a faixa usual de temperatura é 8000
I,. Em aços altamente ligados, as temperaturas empregadas são mais
,11 vn(1n, devido à complexidade da estrutura do material.
'-orças atuantes na defonnação Admita-se um corpo metálico, repre-
III ti na Figura 44, sujeito à ação de forças externas, representadas por
p(. À ação dessa força, opõe-se uma reação interna do metal, chamada
r .r/lvt " 'Ia ideal r, à sua deformação.
o trabalho total necessário para deformar o corpo de ho a hl é dado
pela integral da fórmula (I):
s (^) 1- dh
SI
,
T V
f
ho dh - d.
= c.rd' h' expressaoque po eserescnta hl
sta resistência depende da temperatura, da velocidade de deformação
dll condições segundo as quais se dá o escorregamento (corpo livre que se
<lIIILII lateralmente ou corpo vinculado pelas paredes de um molde).
N caso da deformação livre, o efeito da força P sobre a superfície So
111\1 achatamento livre do corpo. Supondo-se um achatamento elementar
1Il, trabalho elementar de deformação dT, medido no deslocamento dh, é
pro so por
t
r
II H p i j (^) 1,
[--
Esse trabalho corresponde ao de deformação do material P.e. Logo
A massa Q ao cair livremente, adquire uma aceleração de gravidade, d envolvendo uma energia cinética que se exprime por
P _ Q.H
- -e-T]
Tu = trabalho utilizado v = velocidade final da massa de peso Q ao atingir o corpo e = esmagamento resultante m = Q/g = massa, onde g representa a aceleração de gravidade,
Conhecidos o peso Q da massa em queda e todos os outros elementos, pode-se extrair
v = figH
V c.Rd .In ho/h 1
H =-~---
T].Q
No caso da deformação vinculada (Figura 46)(20), ou seja, forjamento
em matriz, o esforço de deformação é maior, pois o material sob deformaçA'o
é retido entre as paredes de um molde ou matriz, além das paredes de uma cavidade perimetral para conter o material em excesso.
- recalcagem, em que se submete uma barra cilíndrica à deformação de modo a transformá·la numa peça determinada; uma variedade desse processo é a eletro-recalcagem, em que a barra cilíndrica, em vez de ser previamente aquecida, atinge a temperatura fixada de deformação na própria máquina de recalcagem. Entretanto, a eletro· recalcagem produz somente peças intermediárias, que devam ser posteriormente conformadas na forma definitiva.
3.1 Prensagem O processo é usado para a deformação inicial de grandes lingotes, resultando produtos a serem posteriormente forjados ou, então, para forjar os lingotes em grandes eixos, como os de navio, ou para forjar peças de formas simétricas com secção circular ou cônica. As prensas (Figura 47) são de grande capacidade, a qual pode a tingir 50.000 toneladas ou mais; essas prensas são acionadas hidraulicamente. O êmbolo é movimentado por cilindros hidráulicos e pistões qu fazem parte de sistema hidráulico de alta pressão ou por um sistema hjdro·
pneumático. A pressão pode ser mudada à vontade, pelo ajuste de umO
válvula de con trole de pressão. Assim, a velocidade de deformação é C 11'
trolada. Devido à quase ausência de choque, o custo de manutenção ó mal.
baixo do que no martelamento, pois a pressão é aumentada gradualm nl.
O custo inicial de uma prensa hidráulica é, entretanto, maior do tlU ( de uma prensa mecânica de mesma capacidade e sua ação é tambóm 11Iul lenta.
I vid ao atrito das paredes da matriz e devido à cavidade perimetral
I I I l I1cla real à deformação Rd é maior e deve ser multiplicada por UI~
I I li" IIte que leva em consideração as condições acima. Esse coeficiente é
/1 1(1 11\ de 1,3 a 1,6, de acordo com a forma da cavidade da matriz. /\ f rça de deformação, entretanto, pode ser reduzida se a mesma for
di;" lU I, gradualmente, pela aplicação de dois ou mais golpes do martelo.
Processos de foljamento O forjamento é, pois, o processo de defor. U'" ( /I quente em que, pela aplicação de força dinâmica ou estática, se IIlodll '11 [l forma de um bloco metálico. Em linhas gerais, o termo forja- 11111/1 nbrflnge os seguintes processos de conformação:
prellsagem, em que o esforço de deformação é aplicado de forma gradual ;
l()rjament~ simples ou livre, em que o esforço de deformação é apli. cado medIante golpes repetidos, com o emprego de matrizes abertas lu ferramentas simples;
- j'oljamen.to em matriz, que difere do anterior, porque é uma defor. rnaç:ro Vinculada, obtida mediante o emprego de matrizes fechadas;
Prensagem em matrizes fechadas é empregada na conformaç, O (
peças de metais e ligas não·ferrosos, porque esses materiais apres 11111111 maior grau de plasticidade, necessária para preencher as cavidades das mflUI. zes, mediante operação de esmagamento. Outra vantagem reside no fato de não se necessitar de grandes ângulo de sa ída ou conicidade nas matrizes, apenas 2° a 3° ao contrário do r rjil' mento em matriz, em que esses ângulos são pelo menos o dobro. Uma aplicação muito importante desse processo é feita na indústl'ill aeronáutica e outros setores industriais, em peças de alumínio que, p 1I prática eliminação de conicidade, exigem menos usinagem e, portanto, rc. 111 tum em maior economia. As pressões geralmente aplicadas, em t/cm^2 , variam de(21):
NOTA: ~a falta de tabelas de logaritmos. nepenanos ln, pode-se usar as tabelas oomuns a base 10. ObtIdo o Iogantmo a base 10 do número considerado, divide.se o mesmo pelo m6dulo de transformação 0,434294 e tem·se o logaritmo nepe. nano In.
- 0,70 a 2,8 para latão
- 1,4 a 2,8 para alumínio
- 2,1 a 4,2 para aço
- 2,8 a 5,6 para titânio.
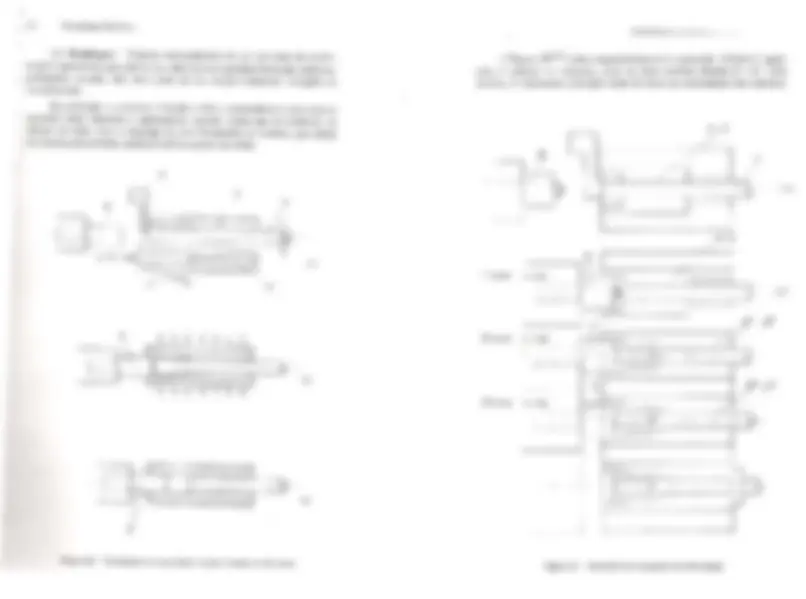
dobramento de uma biela previamente esboçada - Figura 49(a) 11/11 1/11/111110 de um disco metálico simples; a Figura 48(a) mostra as •••,11111 fll I 1111111' l'llção; I (^) III 1 fi I/I/tÇt10 de uma flange numa extremidade de uma barra cilln-
til! I \ I 1/111 Il(b) mostra a fase inicial que consiste na colocação da barra
1111111 111l1il1111 dI "lura predeterminada, de acordo com a largura desejada da
Ihlll I 11 \1\ 1 lIlostra ainda a peça resultante; 111 11111111 '11(0 de uma barra redonda com auxílio de um cilindro -
11111 I 111(/ o dobramento de uma placa com o auxilio de uma matriz
1111111 I' K\IIII 48(d);
corte a quente, com auxt1io de martelo, bigorna, tenaz e dispositivo semelhante a machado - Figura 49(b); ___ estiramento_ de uma barra, a qual, durante a operação, deve ser girada e deslocada longitudinalmente como está indicado na Figura 49(c). No casO representado, a operação consiste em martelamento livre. Se se desejar obter melhor acabamento, emprega-se duas meias matrizes com cavidade cilíndrica. Pode-se obter, por esse processo simples, secções quadradas, hexagonais etc. Para produção em série, usa-se o forjamento rotativO, a ser estudado mais
adiante; --:
l'IJlIlI~'lI) ') Operação de dobramento de uma barra. (a) Inicialmente esboçada; (11) Corte de uma liarra, (e) Esriramento de uma barra.
(a) Operações de corte a quente; (b) Estrangulamento de uma barra; (e) E!1- trangulamento de uma barra de secção retangular.
( (
barra redonda - Figura 50(b) - ou de (
50(c) -, ou seja, confecção de sulcos (
( ( (
- perfuração a quente de discos metálicos - Figura 50(a) - com o
emprego de um punção e uma matriz, a primeira presa ao martelo e a segun.
da na bigorna;
- estrangulamento de uma
uma placa retangular - Figura
transversais.
A Figma 51 apresenta esquematicamente um martelo de forja de
estrutura dupla, cuja capacidade varia geralmente de 2.500 a 10.000 tonela·
da. Essas prensas apresentam grande rigidez, de modo que são vantajosas
para forjamento de aço e outras ligas de alta resistência.
Tipos semelhantes são empregados no forjamento em matriz.
3.3 Forjamento em matriz Neste processo, o forjamento é realizado
em matrizes fechadas, que conformam a peça de acordo com uma forma
definida e precisa.
METADE DA MATRIZ (SUPERIOR) f
METADE DA MATRIZ (INFERIOR) (a)
Freqüentemente, procede-se ainda a uma cunhagem para conferir à
peça acabamento dimensional final, calibrando suas dimensões e dando acabamen to superficial melhor.
_ para peças de 80 mm a 150 mm de diâmetro ou largura, -1,5 a 2,Omm; _ para peças entre 150 mm até 250 mm de diâmetro ou largura, - 2, a 3,0 mm. 3.3.1 Matrizes para forjarnento em matriz A Figura 53 mostra uma matriz simples para forjamento em matriz. Estão representados a barra inicial, o primeiro desbaste das pontas, o posicionamento na matriz, o forjamento final e a peça pronta em corte. A Figura 54(23) mostra uma meia matriz com as cavidades múltiplas de esboçamento e acabamento de uma alavanca. A Figura 55(23) mostra esqucmaticamente o corte de uma rcbarba, mediante a ação direta de punção na peça apoiada na matriz de corte.
3.3.1.2 Ângulos de saída ou conicidade, para facilitar a retirada da peça da cavidade da matriz. A Figura 56 indica não somente esses ângulos, que variam de 5° a 7° para as superfícies internas e de 7° a 8° para superfí- cies externas, como também a concordância dos cantos. Para fins práticos, procura-se manter constantes os valores desses ângulos, em torno de 7°. O, sobremetal
~}
3.3.1.3 Concordância dos cantos, devido à possibilidade de ocorrerem falhas em função da contração que se verifica a partir da temperatura de forjamento até a temperatura ambiente. Assim, deve-se evitar cantos vivos,
que criam tensões e, eventualmente, levam () metal a fissurar até :2 a 5 mm
de profundidade. A Figura 56 mostra os pontos onde os raios de curvatura devem ser projetados e a Tabela 7 apresenta valores que podem ser adotados para esses raios.
Antes de proceder-se a um projeto de matriz para forjamento em matriz, é necessário considerar o projeto e desenho da peça a ser forjada e os fatores que devem ser levados em conta.
3.3.1.1 SobremetaI, para usinagem. O excesso de material é função das dimensões da peça. Recomenda·se o emprego da seguinte regra(23):
para peças de pequenas dimensões, até 20 mm de diâmetro ou largura, - 0,5 a 1,0 mm; para peças de dimensões médias, entre 20 111m a 80 mm de diâmetro ou largura, - 1,0 a 1,0 rnm;
3.3.1.4 Tolerâncias, em função de um possível deslocamento de uma meia matriz em relação à outra melade. Esse deslocamento pode ocorrer por incorreção construtiva, dando como resultado uma peça defeituosa. Assim, necessário estabelecer tolerâncias longitudinais, em função das dimens (, das peças forjadas. A Figura 57(23) representa esquematicamente as exccntd· cidades que podem resultar de matrizes defeituosas.
Dependendo das dimensões das peças e da natureza do processo - forjamento em matriz normal ou forjamento em matriz de precisão -, os
valores de e e e 1 variam.
Uma razão adicional para estabelecer tolerâncias é o desgaste das cavidades da matriz.
RDÁNCIA EM PEÇAS PARA FüRJAMENTü EM MATRIZ
M dldas
1i,11),1i 2 Ou d Concordância, 111m
/
di (^) até (^) r (^) rI r
(^25 5) 0,5 1.
I, 40
II1 63 12 1,5 2,
,,, (^100 20) 1,5 (^) 2, (^111 160 30) 2,0 (^) 3, til (^250 50) 2,5 (^) 3,
Forjamento normal Forjamento de precisão Dimensões da peça mm Limites Tolerância Limites Tolerância máx e mín. total máx e mín. total
Até 30 ±O,5^ 1,0^ +0,3·02^ 0, De (^) 30 a 50 iD,6 1,2 +0,4·03 0, De 50 a 80 +0,9·0,7 1,6 +0,5·0,4 0, De 80 a 125 +1,2·0,8 2,0 +0,6·0,5 1, De 125 a 200 +1,5·1,0 2,5 +0,8·0,6 1, De 200 a 250 +1,8·1,2 3,0 +0,9·0,7 1, De 250 a 315 +2,2·1,3 3,5 +1,0·0,8 1, De 315 a 400 +2,6·1,4 4, De 400 a 500 +3,0·1,5 4, De 500 a 600 +3,4-1,6 5,
A Tabela 8(23) apresenta algumas recomendações preliminares nesse sentido. Existem tabelas mais completas, preparadas pelas associações técnicas, de modo a tornar o projeto mais preciso.
3.3.2 Projeto das matrizes No projeto das matrizes, devem ser levados em conta os pontos a seguir:
1 " 1111/1 /11111111 11',\Illtnlltcs de deslocamento horizontal das duas meios ,",//1' I I li, 11 I" 111/ 11"(/1 (' o I. Irti/lSv ersal.
3.3.2.1 Contração do metal ü metal aquecido à temperatura de for- jamento dilata; portanto, ao resfriar contrai, o que deve ser levado em conta no projeto da matriz; ou seja, esta deve ser construída maior, porque se isso
) 96
3.4 RecaJcagem Trata-se essencialmente de um processo de confor- I mação a quente em que uma barra, tubo ou outro produto de secção uniforme, I geralmente circular, tem uma parte de sua secção transversal alongada ou rcconformada. Em princípio, o processo é levado a efcito mantendo·se a peça original I nquecida entre matrizes e aplicando-se pressão numa sua extremidade, na I direção do eixo, com o emprego de uma ferramenta de recalcar, que alarga rccalca) a extremidade, median te deslocamen to do metal.
A Figura 60(23) ilustra esquematicamente o processo. A barra a', aque· cida, é inserida na máquina, entre as duas matrizes abertas A e A'. Uma alavanca b determina a posição exata da barra na extremidade das matrizes.
~
A a' B I r -] 0'-] .,~' Z...-r7:;=:~?~.'7""""~:~:/~/ Li 1 ,- L __.. - , ~ - -ep- -- _ .1. 1
_ -- O ~ 1,5 cj r ~>,.:SE~;-~-~-0::-~-~-~(a) : L>3d~ - r- -' A'
[/
B
-6--.
A-A' /
A máquina é acionada: as matrizes fecham e bloqueiam a barra, ao mesmo tempo que a alavanca b se eleva, deixando livre a extremidade para a entrada do punção B da ferramenta de recalcar; o punção entra na câmara para recalcar a extremidade da barra - fases (b) e (c) da figura. A matriz abre-se e a máquina interrompe sua ação automaticamente.
A Figura 61 mostra como obter, por recalcagem, a partir de uma barra, uma peça com um alargamento na extrenúdade, uma f1ange e um orifício profundo. A operação, como se vê, consiste em várias passagens, de modo que a matriz correspondente é múltipla e vários punções são empregados. A Figura 62(24) mostra o ferramental para recalcagem dupla, ou seja, nas duas extremidades de uma barra. A operação consiste em cinr" nasses, os dois primeiros numa matriz dupla com duas ferramentas de recalcagem e os três últimos numa matriz tripla com três ferramentas de recalcagem.
A operação de recalcagem nas duas extremidades é realizada em muitas peças, devendo-se ter cuidado com problemas de manuseio c aquecimento, problemas esses não encontrados em recalcagem de uma extremidade apenas(24).
Se os diâmetros das extremidades forem diferentes, recomenda-se forjar o diâmetro menor em primeiro lugar, o que facilita o manuseio no segundo aquecimento. As máquinas de recalcagem são horizontais, operadas mecanicamente por intermédio de um eixo principal com uma transmissão excêntrica, que propulsiona o cursor da ferramenta de recalcagem horizontalmente. Carnes e excêntricos propulsionam o cursor da matriz que se movimenta horizontal- mente em ângulo reto em relação ao cursor da ferramenta de recalcar. Os componentes mecânicos fundamentais na recalcagem são (^2) iS duas matrizes de aperto.
ferramenta de recalqlJe
matriz de aperto
3.4.1 Pressão de recalcagem Pode-se empregar, com razoável precisão, a fórmula abaixo, para determinar a pressão de recalcagem e escolher a má- quina de recalcar adequada para uma determinada operação de recalcagem(23):
P = pressão máxima, em kgf, que ocorre na recalcagem S área, em mm^2 , da secção transversal da peça. Se esta for de secção circular, com diâmetro D na extremidade maior, a área
a considerar é
= 1TD^2 S 4
Rd = resistência à deformação, em kgf/mm 2, do material a recal- car, à temperatura de deformação.
Rd = 10 a 15 para aços Rd = 6 para cobre Rd = 0,4 a 0,5 para ligas leves Rd = 4 para Ia tão
o forjamento rotativo de tubos é feito com os objetivos seguintes: redução dos diâmetros interno e externo, confecção de conicidade numa ex- tremidade, melhora da resistência, obtenção de tolerâncias mais estreitas etc. Para reduzir apenas a espessura das paredes dos tubos, o fo~amento r tativo é levado a efeito com o emprego de um mandril, ou seja, uma barra
ct· precisão com diâmetro correspondente ao diâmetro interno do tubo.
Es e mandril é colocado no interior do tubo, de modo que quando este recebe
s 8 Ipes repetidos na superfície externa, a superfície interna não é afetada.
O mandril pode ser usado para modificar a forma da superfície interna U tubo.
Por esse processo pode-se aumen tal' o comprimento de barras, reduzir seu diâmetro ou modificar sua secção conforme desejado. t um processo simples, rápido, que é vantajoso na conformação pre- liminar de peças a serem recalcadas ou forjadas em malriz, ou mesmo para a fabricação de objetos com formas definitivas.
. .5.2 Forjamento em cilindros O processo é empregado na redução
di çã"o transversal de barras ou ta rugas, pela sua passagem através de dois
IIlndr s que giram em direções opostas e que possuem um ou mais entalhes ou nncluras coincidentes em cada cilindro (Figura 65)(27).
A peça é passada em eada canelura dos cilindros, os quais são construí- dos em segmentos ou meios cilindros. Ao girar, os cilindros comprimem a peça numa das caneluras; o movimento é interrompido, a peça é colocada na canelura seguinte e os cilindros novamente movimentados; e assim em seguida.